Explore la precisión y las ventajas clínicas de las cofias de impresión con cubeta cerrada, incluidas sus aplicaciones, el proceso de fabricación y las innovaciones en implantología.


EN


Explore la precisión y las ventajas clínicas de las cofias de impresión con cubeta cerrada, incluidas sus aplicaciones, el proceso de fabricación y las innovaciones en implantología.


Las cúpulas de impresión de bandeja cerrada son componentes de precisión utilizados en la odontología implantológica para transferir con precisión la posición de los implantes dentales a los modelos de laboratorio. Estas herramientas especializadas consisten en tres elementos principales: una interfaz mecanizada que se conecta de forma segura a la plataforma del implante, un cuerpo de transferencia que permanece incrustado en el material de impresión y un mecanismo de recuperación que permite la separación del análogo del implante.
Este diseño las hace particularmente valiosas para restauraciones de unidad única y casos con espacio interoclusal limitado. Sus superficies mecanizadas con precisión aseguran un posicionamiento preciso del análogo mientras mantienen la compatibilidad con los principales sistemas de implantes. En Manners Technology, estos componentes se fabrican con tolerancias sub-10μm utilizando titanio de grado médico, lo que garantiza un rendimiento confiable en aplicaciones clínicas.
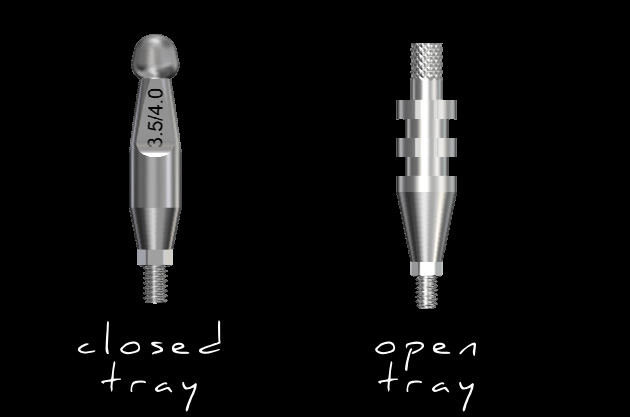
Las cúpulas de impresión de bandeja cerrada representan un enfoque distinto para las impresiones a nivel del implante, caracterizado por su diseño compacto y autónomo que contrasta con la proyección extendida de los sistemas de bandeja abierta. Estos componentes de precisión operan según un principio fundamentalmente diferente: permanecen intraorales durante la extracción inicial de la bandeja antes de ser transferidos manualmente al análogo en el laboratorio. Sus mecanismos de retención con resorte o ajuste por fricción mantienen un posicionamiento preciso mientras permiten un desacoplamiento controlado. Las aplicaciones clínicas de los sistemas de bandeja cerrada revelan sus fortalezas particulares en situaciones con espacio restringido, como coronas individuales posteriores con menos de 4 mm de espacio interoclusal, casos con profundidad vestibular limitada y conversiones de dentaduras inmediatas en arco completo. Ofrecen protocolos clínicos simplificados que reducen el tiempo promedio en el sillón a 3,2 minutos en comparación con los 5,8 minutos de los métodos de bandeja abierta, eliminando los requisitos de modificación de la bandeja y sirviendo como herramientas valiosas en impresiones preliminares para tratamientos escalonados.


Las diferencias técnicas entre estos sistemas se hacen evidentes en sus requisitos de fabricación. Mientras que ambos mantienen una precisión de la interfaz dentro de los 15μm, las cúpulas de bandeja cerrada requieren un control angular más estricto de ±0,2° en comparación con la tolerancia de ±0,5° de las bandejas abiertas, lo que refleja su metodología de transferencia más compleja. Sus características especializadas de retención incorporan canales micro-resorte con interiores pulidos con láser, superficies de compromiso recubiertas con nitruro de titanio y superficies anti-rotación que mantienen una repetibilidad posicional de 2-5μm. Los beneficios biológicos de los sistemas de bandeja cerrada incluyen un menor trauma gingival durante la extracción, una mejor preservación de los perfiles de emergencia y un menor riesgo de colapso de los tejidos blandos en sitios cicatrizados, siendo particularmente beneficioso para los casos de biotipo fino con un grosor gingival de 0,5-1mm.
Las innovaciones emergentes en la tecnología de bandejas cerradas apuntan a un futuro emocionante. Su evolución hacia sistemas modulares que permiten la conversión entre configuraciones cerradas y abiertas mejora aún más su versatilidad. La progresión técnica existente demuestra cómo los sistemas de bandeja cerrada han madurado más allá de ser una alternativa a los métodos de bandeja abierta, estableciéndose como soluciones sofisticadas con ventajas únicas en la prostodoncia implantaría moderna. Su continua mejora a través de las innovaciones de fabricación de precisión de Manners asegura que sigan siendo herramientas indispensables que complementan, en lugar de competir, con los sistemas de bandeja abierta, ofreciendo a los clínicos una gama más amplia de opciones para abordar diversos desafíos clínicos, manteniendo los más altos estándares de precisión y eficiencia.
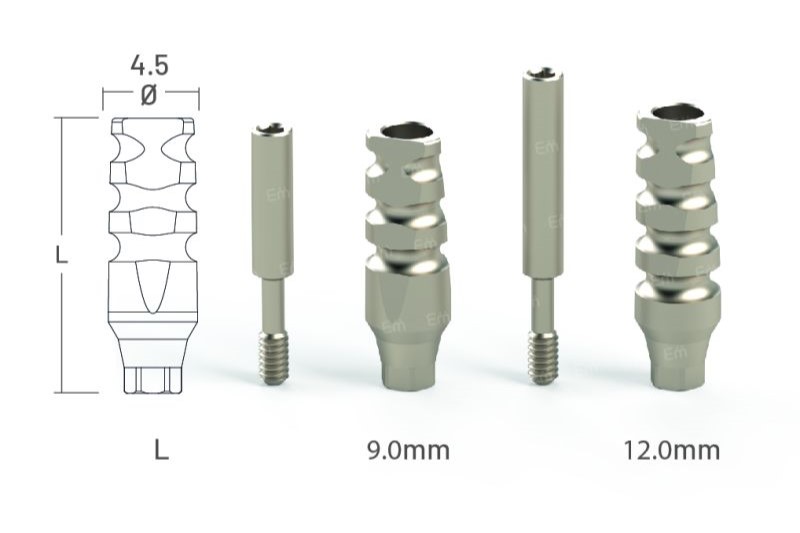
Las cúpulas de impresión de bandeja cerrada representan una maravilla de la ingeniería dental, donde la precisión microscópica se encuentra con la funcionalidad clínica. Estos componentes, que miden típicamente entre 4-6 mm de altura con diámetros que van de 2,5 a 4 mm, presentan tres zonas críticas: una interfaz del implante que replica las geometrías de conexión exactas, un cuerpo central con características de retención y una zona de transición suave para la adaptación del material de impresión. Su diseño compacto oculta el complejo proceso de fabricación necesario para alcanzar las tolerancias de ±10μm mientras incorpora mecanismos de retención delicados que deben resistir el uso clínico repetido.

El proceso de fabricación comienza con varillas de aleación de titanio certificadas que pasan por una rigurosa verificación de materiales. Cada billete se somete a un análisis espectrográfico para confirmar la composición química y a una prueba ultrasónica para detectar defectos subsuperficiales, pasos cruciales dado que los componentes deben mantener la estabilidad dimensional a través de innumerables ciclos de esterilización. El material bruto se corta con precisión utilizando nuestras sierras controladas por CNC que mantienen tolerancias de longitud de ±0,01 mm, asegurando condiciones consistentes para las operaciones de mecanizado posteriores.
En Manners, el mecanizado de precisión se realiza en tornos avanzados tipo suizo equipados con husillos dobles y capacidades de herramientas en vivo. El husillo principal crea primero la geometría de la interfaz del implante utilizando microherramientas de hasta 0,3 mm de diámetro para mecanizar características internas complejas como lóbulos hexagonales o conexiones cónicas. Esta etapa exige una precisión extraordinaria, con motores lineales que mantienen una precisión de posicionamiento de 1μm mientras que los sistemas de enfriamiento avanzados controlan la expansión térmica. El sub-husillo completa luego el cuerpo central y las características de retención en una sola secuencia de sujeción, asegurando una alineación perfecta entre todas las secciones.
El mecanismo de retención presenta desafíos únicos de fabricación. Para los diseños con resorte, el micro-fresado crea canales de precisión de solo 0,3-0,5 mm de ancho, que luego se electro-pulidos para eliminar las rebabas microscópicas que podrían afectar el movimiento del resorte. Las versiones de ajuste por fricción reciben recubrimientos de nitruro de titanio aplicados mediante deposición física de vapor, creando fricción de superficie constante mientras mantienen la biocompatibilidad. Manners utiliza técnicas especializadas de rectificado para mecanizar los planos anti-rotación que logran acabados de superficie sub-micrométricos, garantizando un compromiso fiable sin desgaste prematuro.
Los procesos de acabado de superficie se adaptan a cada zona funcional. La interfaz del implante se somete a un pulido electroquímico para lograr un acabado espejo Ra 0,4μm que facilita un asiento de conexión preciso mientras resiste la adhesión bacteriana. En cambio, el cuerpo central recibe un micro-texturizado controlado mediante mecanizado abrasivo, creando patrones de superficie de 50-100μm que optimizan la retención del material de impresión sin comprometer el retiro. Los sistemas de marcado láser aplican códigos de identificación con una precisión de profundidad de 30μm, garantizando trazabilidad sin crear puntos de concentración de tensiones.
Los protocolos de aseguramiento de calidad de Manners son excepcionalmente rigurosos, reflejando la importancia clínica de los componentes. Cada lote de producción pasa por una inspección de máquina de medición por coordenadas (CMM) con repetibilidad de 1μm. Todo el proceso de fabricación refleja un intrincado equilibrio entre la ingeniería de precisión y la funcionalidad clínica. Desde las tolerancias sub-10μm de la interfaz del implante hasta la textura optimizada de la superficie de la zona de retención, cada detalle sirve a los requisitos tanto mecánicos como biológicos.