Los casquillos atornillados de cubeta abierta de alta precisión garantizan impresiones exactas de implantes para restauraciones complejas. Diseñados por Manners Technology.


EN


Los casquillos atornillados de cubeta abierta de alta precisión garantizan impresiones exactas de implantes para restauraciones complejas. Diseñados por Manners Technology.


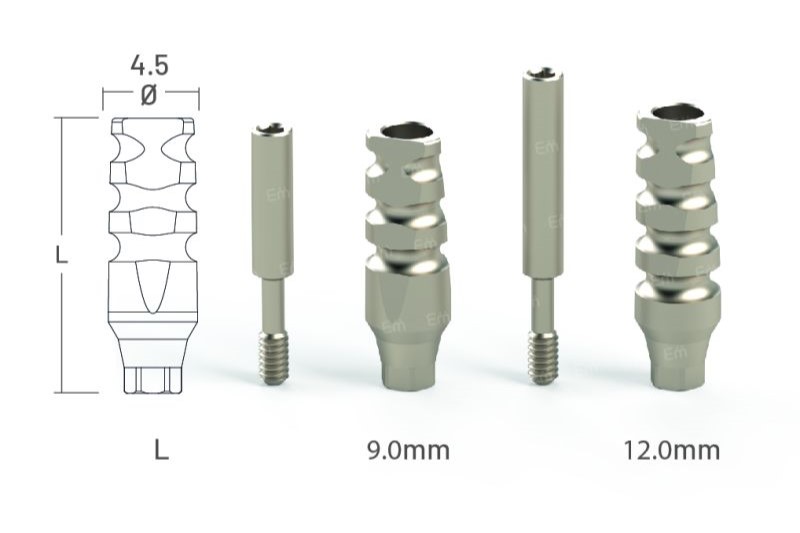
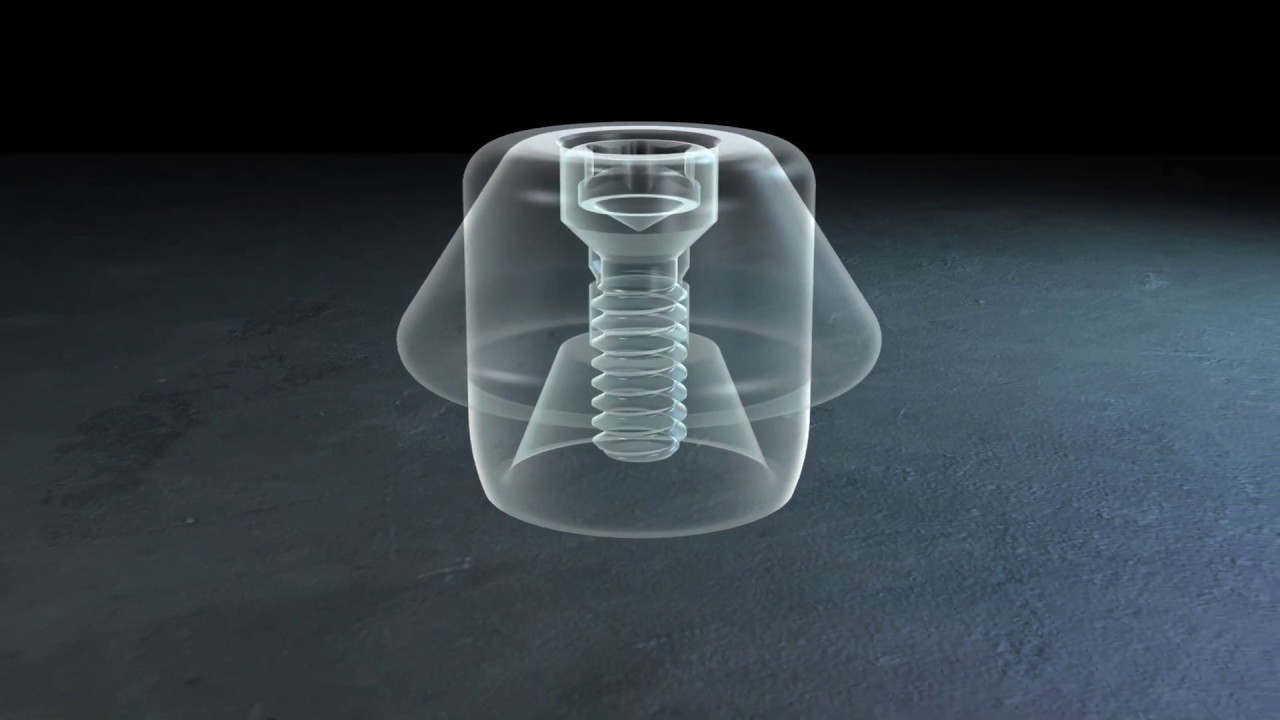
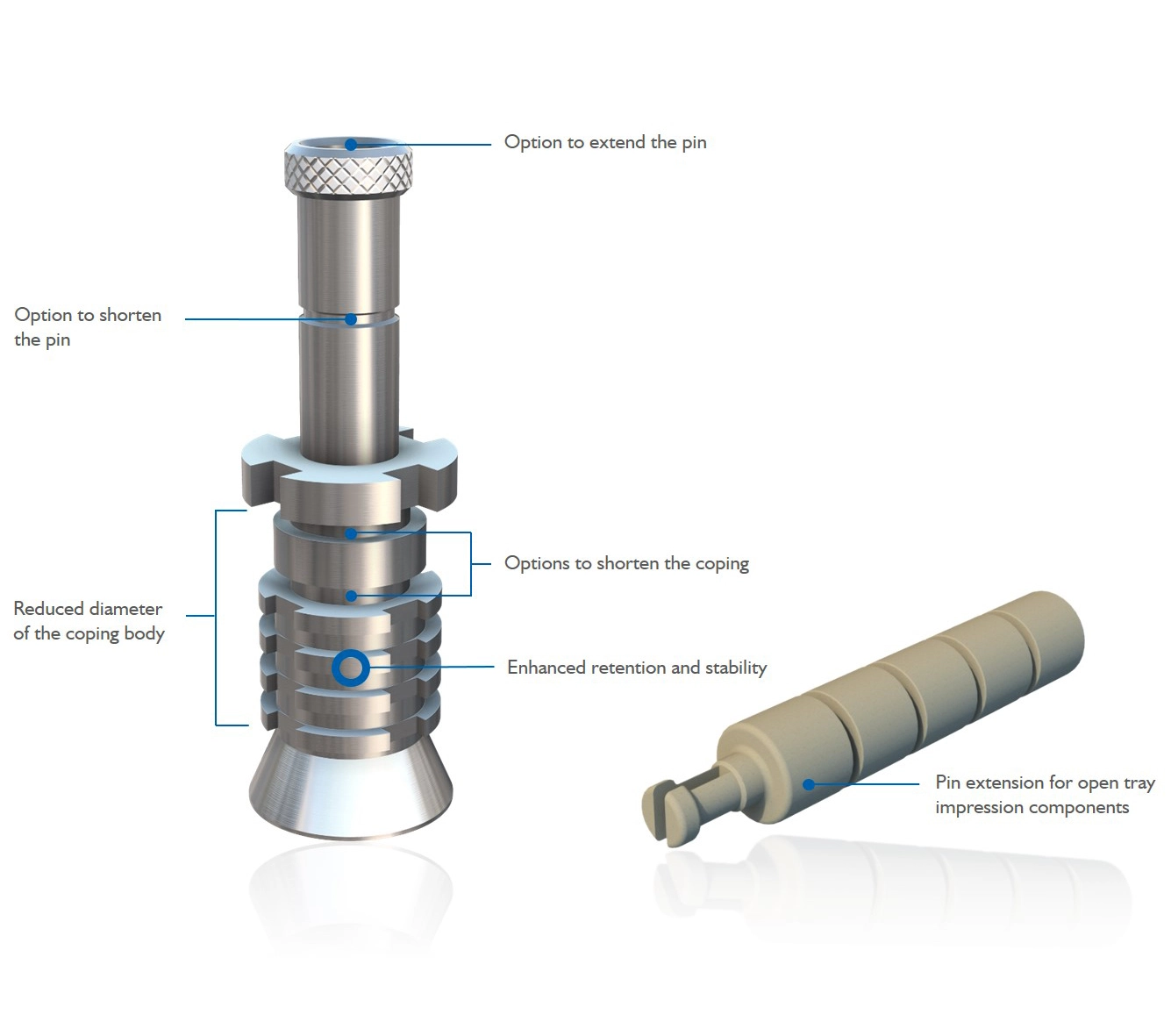
Los copings de impresión abierto atornillado son componentes dentales especializados diseñados para transferir con precisión la posición tridimensional de los implantes a los modelos de laboratorio. Estos dispositivos de precisión consisten en tres elementos clave: una base mecanizada que se atornilla directamente en la interfaz del implante, un cuerpo cilíndrico extendido que proyecta a través de la bandeja de impresión y un canal de acceso para el tornillo que permite la visualización directa y la verificación de un asiento completo. Su característica más distintiva es el sistema de retención atornillado a través del cual proporciona una conexión rígida y estable al implante durante los procedimientos de impresión, lo que es una ventaja crítica para casos de múltiples unidades y arcadas completas donde la precisión absoluta es fundamental.
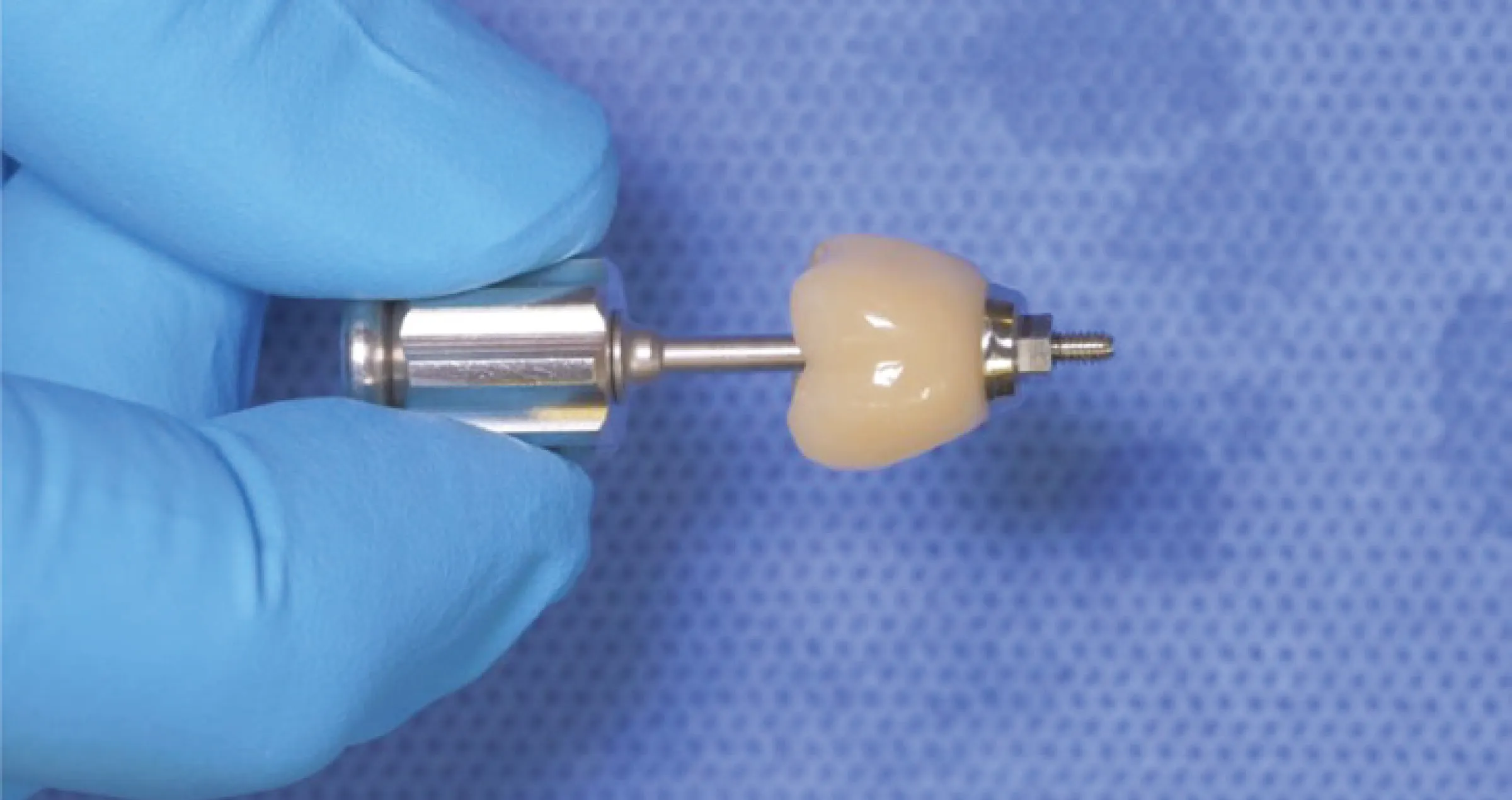
Estos copings sirven como el estándar de oro para capturar posiciones complejas de los implantes, particularmente en situaciones que requieren la verificación de la paralelidad entre varios implantes o al fabricar prótesis atornilladas. El diseño de bandeja abierta permite a los clínicos confirmar el asiento adecuado mediante una evaluación visual y táctil directa antes de que el material de impresión se fije, lo que garantiza una precisión a nivel micrón en el modelo maestro resultante. Fabricados en titanio de grado médico con tolerancias inferiores a 10 μm, los copings de impresión abierto atornillado proporcionan la estabilidad y precisión necesarias para flujos de trabajo restauradores avanzados, desde coronas unitarias hasta rehabilitaciones completas de arcada.
Fabricados por Manners Technology con titanio de grado médico y avanzada maquinado CNC, nuestros copings logran tolerancias inferiores a 10 μm a través del procesamiento en tornos de tipo suizo y un riguroso control de calidad. Esta fabricación de precisión respalda resultados clínicos superiores en flujos de trabajo restauradores complejos.
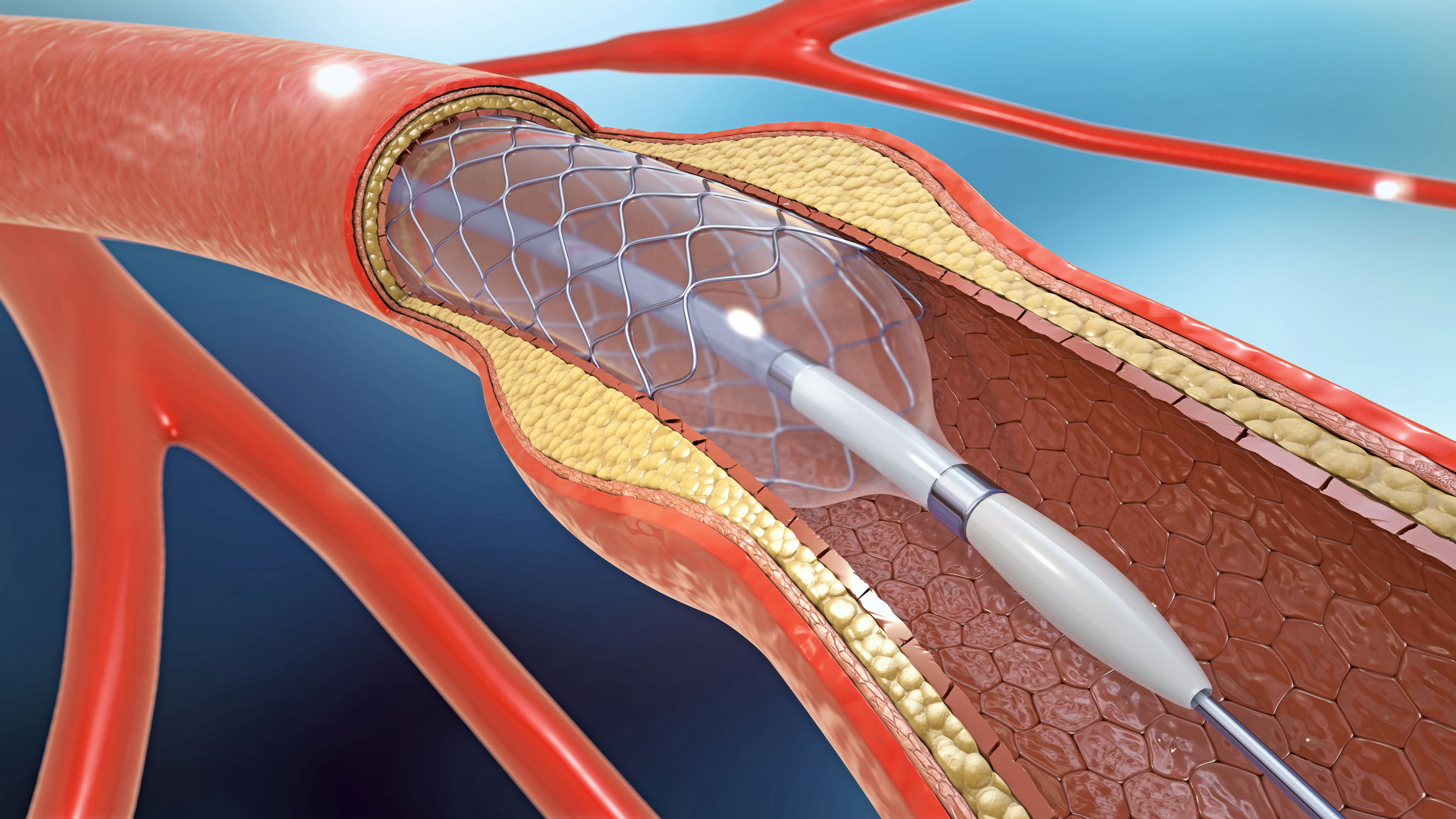
En la prostodoncia de implantes moderna, los copings de impresión abierto atornillado se han establecido como herramientas indispensables para lograr una precisión inigualable en la fabricación de prótesis. Estos componentes de ingeniería de precisión juegan un papel clave en la transferencia de la posición exacta tridimensional de los implantes dentales a los modelos de laboratorio, con especial relevancia en casos restauradores complejos donde las técnicas convencionales de impresión a menudo resultan inadecuadas.
La ventaja fundamental de estos copings radica en su diseño único, que combina la retención atornillada rígida con un canal de acceso de bandeja abierta. Este diseño de doble característica proporciona a los clínicos tanto estabilidad mecánica como capacidades de verificación visual, una combinación que resulta invaluable al trabajar con múltiples implantes o situaciones anatómicas desafiantes. El mecanismo atornillado asegura una estabilidad absoluta durante el procedimiento de impresión, eliminando el micromovimiento que puede comprometer la precisión en los sistemas de ajuste por fricción. Mientras tanto, el acceso abierto permite una observación directa y confirmación táctil del asiento completo, especialmente crucial cuando se trata de márgenes subgingivales o implantes profundamente colocados donde la confirmación visual sería de otro modo imposible. La experiencia de fabricación de Manners Technology da vida a estas ventajas clínicas a través de la ingeniería de precisión.
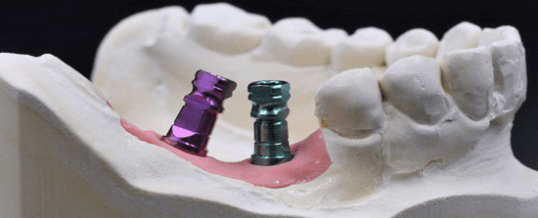
En las rehabilitaciones de arcada completa, estos copings demuestran su verdadero valor al capturar simultáneamente la relación espacial precisa entre varios implantes, una capacidad que se vuelve cada vez más crítica a medida que crece el número de unidades de implantes. La capacidad de verificar el asiento adecuado de cada coping individual antes de que el material de impresión se fije ayuda a prevenir los errores acumulativos que pueden ocurrir con las técnicas de bandeja cerrada. Esto resulta particularmente valioso en casos que implican protocolos de carga inmediata o implantes angulados, donde los métodos de impresión convencionales a menudo no cumplen con la precisión requerida.
Las aplicaciones clínicas se extienden más allá de los casos de arcada completa. Para puentes de varias unidades, los copings de impresión abierto atornillado mantienen distancias e inclinaciones interimplantes exactas, asegurando el ajuste pasivo de la prótesis final. En la zona estética, su capacidad de transferencia precisa permite a los técnicos recrear perfiles de emergencia naturales que se mezclan perfectamente con los dientes circundantes, un factor crítico para lograr una arquitectura gingival óptima y la estética de la sonrisa. Manners mejora estos beneficios clínicos mediante nuestro proceso de fabricación integrado verticalmente. Desde la selección de materiales en bruto hasta el control de calidad final, cada paso está optimizado para producir copings que cumplan con los requisitos más exigentes.
Las aplicaciones avanzadas demuestran aún más la versatilidad de estos componentes. Facilitan técnicas especializadas como los métodos de coping acoplado y la fabricación de plantillas de verificación, proporcionando salvaguardias de precisión adicionales para casos exigentes. El diseño extendido también permite enfoques innovadores en situaciones desafiantes como restauraciones de implantes cigomáticos o casos con espacio interoclusal limitado. En escenarios de provisión inmediata, la precisión de estos copings ayuda a garantizar una distribución adecuada de la carga durante la fase crítica de oseointegración. Al combinar la excelencia en el diseño clínico con la precisión de fabricación, brindamos a los profesionales dentales herramientas en las que pueden confiar para lograr resultados óptimos para sus pacientes.
El proceso de fabricación de los copings de impresión abierto atornillado en Manners Technology representa una sinfonía de ingeniería de precisión y control de calidad meticuloso, donde cada micron importa en la creación de estos componentes dentales críticos. Nuestro proceso comienza con la cuidadosa selección de aleación de titanio de grado médico (Ti-6Al-4V ELI) que pasa por una rigurosa verificación del material para asegurar que cumpla con los estrictos requisitos de las normas ASTM F136. Cada barra es sometida a pruebas exhaustivas que incluyen análisis espectrográfico para confirmar la composición química, inspección ultrasónica para detectar defectos subsuperficiales y evaluación de microdureza para garantizar las características óptimas de maquinabilidad antes de ser aprobada para la producción.
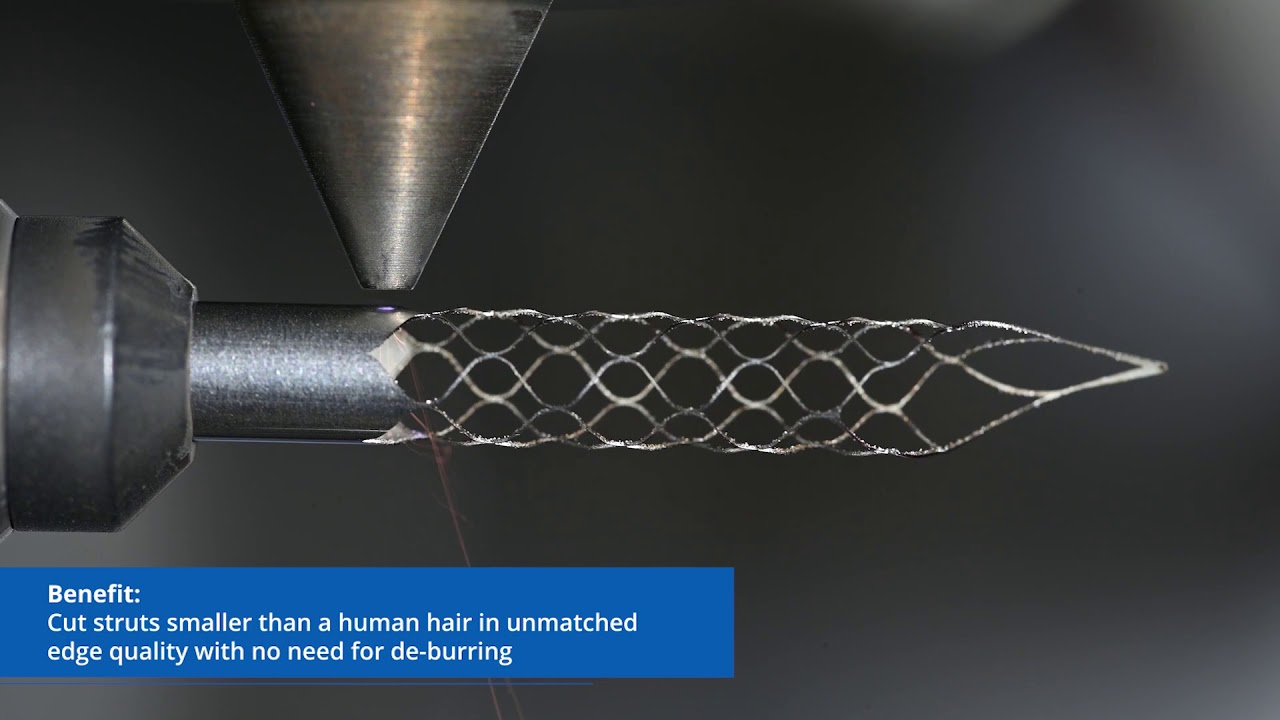
Una vez certificada la materia prima, comienza el proceso de mecanizado de precisión en nuestros tornos de tipo suizo avanzados, incluyendo los modelos Citizen Cincom L32 y Star SR-20R, que están específicamente configurados para la fabricación de componentes dentales. Estas máquinas de última generación realizan operaciones completas de mecanizado en una sola configuración, manteniendo una estabilidad dimensional excepcional durante todo el proceso. El husillo principal crea primero las geometrías de conexión interna intrincadas, ya sea hexagonal, octogonal o cónica, utilizando herramientas de microfresado especializadas de hasta 0.3 mm de diámetro. Esta etapa requiere especial atención al detalle ya que forma la interfaz crítica que se conectará finalmente con el implante dental, exigiendo acabados superficiales más suaves que Ra 0.4 μm para garantizar un ajuste perfecto y un rendimiento a largo plazo.

Al pasar a las operaciones del subeje, nuestros técnicos realizan el delicado mecanizado de pared delgada del cuerpo del coping con un grosor de pared típicamente entre 0.8-1.2 mm. Esta fase emplea tecnología de amortiguación de vibraciones adaptativa y optimización de la trayectoria de la herramienta que ajusta automáticamente los avances y las velocidades en tiempo real según el monitoreo de la fuerza de corte. El diseño extendido de bandeja abierta requiere consideraciones especiales de mecanizado para mantener una concentricidad perfecta (TIR < 5μm) a lo largo de toda su longitud, incorporando características funcionales como marcas de identificación y texturas de retención. Nuestro proceso exclusivo de microtexturizado, utilizando técnicas de fresado asistidas por EDM, crea patrones superficiales precisos de 50-100 μm que optimizan la retención del material de impresión sin comprometer la fácil extracción de las impresiones endurecidas.
El control de temperatura desempeña un papel fundamental durante todo el proceso de mecanizado, con nuestros husillos refrigerados por líquido que mantienen la estabilidad de la temperatura dentro de ±0.5 °C para prevenir distorsiones térmicas de los componentes delicados. El sistema monitorea continuamente el desgaste de las herramientas, compensando automáticamente los cambios minúsculos cada 500 ciclos para asegurar un rendimiento de corte consistente. El control de calibrado en proceso con láseres de resolución 0.5 μm proporciona retroalimentación en tiempo real, permitiendo ajustes inmediatos cuando sea necesario, mientras que el sofisticado monitoreo de la carga de viruta previene la deflexión de las herramientas que podría comprometer la precisión dimensional.
El mejoramiento de la superficie representa otra fase crítica en la secuencia de fabricación. Nuestro proceso exclusivo de tres etapas de acabado comienza con el mecanizado de flujo abrasivo micro, que redondea uniformemente los bordes a un mínimo de 5-10 μm, eliminando cualquier punto potencial de concentración de estrés. Esto se sigue de un pulido electroquímico que da a las superficies críticas un acabado Ra de 0.2-0.4 μm, especialmente importante para el interior del canal del tornillo donde la suavidad impacta directamente en la funcionalidad clínica. Finalmente, el marcado láser sin contacto aplica códigos de identificación permanentes y códigos de trazabilidad con control de profundidad de 30 μm, asegurando legibilidad sin introducir irregularidades en la superficie que puedan afectar el rendimiento.
La garantía de calidad en Manners Technology va mucho más allá de los protocolos estándar de inspección. Nuestro exhaustivo "Protocolo de Verificación de 23 Puntos" somete a cada lote de producción a pruebas exhaustivas, comenzando con la inspección de máquina de medición de coordenadas (CMM) que verifica 28 parámetros distintos con una repetibilidad de 1 μm. Los comparadores ópticos a 100x amplificación examinan minuciosamente los perfiles de rosca y las geometrías de conexión, mientras que las pruebas funcionales incluyen la aplicación de torque hasta 35 Ncm para confirmar la integridad de la interfaz y una exhaustiva verificación del paso del tornillo mediante pruebas de 50 ciclos.

La verificación metalúrgica forma la columna vertebral científica de nuestro programa de calidad. El análisis de la estructura de granos según las normas ASTM E112 confirma la cristalización adecuada del material, mientras que las mediciones de difracción de rayos X detectan tensiones residuales que podrían afectar la estabilidad dimensional a largo plazo. Las pruebas de resistencia a la corrosión siguiendo los protocolos ASTM G61 garantizan que los componentes soportarán el desafiante entorno bucal. Este enfoque de múltiples capas en el control de calidad ha dado como resultado una tasa de cumplimiento dimensional excepcional del 99.9% y un promedio de no conformidad de solo el 0.1% en cinco años, un testimonio de nuestro inquebrantable compromiso con la precisión.
En Manners Technology, vemos nuestro proceso de fabricación no solo como producción, sino como la cuidadosa orquestación de principios avanzados de ingeniería y estándares de calidad rigurosos. Nuestro sistema integrado verticalmente proporciona un control total desde la adquisición de materias primas hasta la inspección final, lo que nos permite mantener una consistencia que pocos fabricantes pueden igualar. Con el monitoreo en tiempo real del control estadístico de procesos de 35 parámetros críticos y un protocolo de inspección del primer artículo que no deja nada al azar, ofrecemos el nivel de precisión que los profesionales dentales requieren para resultados clínicos predecibles y exitosos. El resultado son copings de impresión abierto atornillados que consistentemente logran menos de 5 μm de juego total, mantienen una precisión angular de ±1° en las características de conexión y establecen el punto de referencia de calidad en la odontología implantaría, porque cuando se trata de restauraciones dentales, "más o menos" simplemente no es suficiente. Solo la precisión Manners es aceptable.